Who was it, who said, "Who'd a thunk it?" It was probably the cartoon character Pogo. But regardless of who gave us that bit of philosophy, if he (or she) was speaking about flying wires, they were absolutely right. With all the composite super-birds blasting around and the accent on quick-to-build airplanes, who would have thought we'd have a mini-explosion going in the flying wire business? Who would have thought we'd have not one, but two companies actively vying for their share of a pie that wasn't supposed to exist? And who would have thought we'd have old concerns and controversies concerning flying wires to be passed on to an entirely new generation? (Editor's note: as of 1999, there was only one manufacturer, Brunton's as represented in the US exclusively by Steen Aero Lab)
Flying wires: Weren't they supposed to die out several decades ago, right after Rutan ushered in the age of the foambuilt?
First, let's get one thing straight from the beginning: Those who know about such things tell us what most of us call flying wires aren't really flying wires. They are "tie-rods", a term which denotes a long skinny strip of metal which is reduced in size for most of its length via a rolling or drawing operation, then threads are cut or rolled onto each end allowing it to tie two things together. Technically, the term "flying wires" addresses those wires which take up the flight loads during positive "G" flight. In a bi-plane those go from the bottom of the fuselage to the top of the interplane strut. The wires going the other direction are landing wires. Now it makes sense, doesn't it?
 Aviation
tie-rods come in two basic flavors; round and streamlined. And
yes, even the round-ones are drawn to a smaller diameter for most
of the length between the threads. This is done because the drawing
cold works the material and raises the tensile strength of the
material, which these days is usually Type 316 stainless steel.
This gives a higher strength to weight ratio so a lighter and
lower drag tie-rod can be produced.
Aviation
tie-rods come in two basic flavors; round and streamlined. And
yes, even the round-ones are drawn to a smaller diameter for most
of the length between the threads. This is done because the drawing
cold works the material and raises the tensile strength of the
material, which these days is usually Type 316 stainless steel.
This gives a higher strength to weight ratio so a lighter and
lower drag tie-rod can be produced.
Two excellent articles have appeared in Sport Aviation and both give a complete overview of the wire, er, tie-rod, making process. Bob Whittier did it in March of 1969 and, since over 90% of EAA membership has joined since that date, Norm Petersen brought us all up to date in 1989.
In both cases the emphasis was on the manufacturing processes and the history of Macwhyte, the most universally recognized tie-rod manufacturer in this hemisphere (actually, the only tie-rod manufacturer in this hemisphere).
Now, however, a name even older in the tie-rod game than Macwhyte is surfacing on our shores...Bruntons (Musselburgh) LTD of Scotland. Any history buff will recognize the name, if only because it was Brunton's who, in 1917, played host to one Robert B. Whyte, Sr, then the senior member of the Macwhyte Wire Rope company and sent him back to Kenosha, WI loaded with tips on how to make streamlined tie-rods.
Brunton's had invented the streamlined (then termed "lenticular" ) tie-rod in 1909 but didn't actually put it into production until the Royal Air Force Factory re-invented the idea and had Brunton's begin making them in 1917. Then they were alternately called "streamlined" or "fishback" wires.
The very machine, which Robert Whyte carried with him on his return from his Scotland visit, has produced nearly all of the smaller aviation tie-rods produced in this hemisphere since 1917! The company has probably amortized their investment in that machine by now.
So, today, we have history coming full circle, with Brunton's coming to our shores to market the very product which they helped Macwhyte put into production.
The reason Brunton's is now marketing on our shores (through Steen Aero Lab, Marion, NC) is the same reason Macwhyte is enjoying stronger tie-rod sales than at almost any time since the war: An increasing number of aircraft are being built and restored which use their products. Part of this is a function of the growth of sport aviation in general. Every Pitts, Skybolt, etc which takes to the air represents a tie-rod user. The same is true of the commercially produced Classic WACO's, Pitts and Ag-cats. Another less obvious market, however, are the mono-plane akro birds with wire braced tails and the myriad of rag and tube airplanes which use round tie-rods for drag/anti-drag wires (which are often not drawn wires). And then there are the antiques being restored: Ever count the wires on a Bucker Jungmann, for instance?
Although the aviation tie-rod business may not be huge by aerospace standards, it is still healthy enough to support two companies which have worldwide reputations in their field.
 It is
interesting to look at the two companies because of the similarities
as well as the differences. In both cases, the aviation tie-rod
business is a tiny, almost insignificant, portion of the parent
company's overall business. Both companies are primarily wire
rope manufacturers and both are huge compared to their beginnings.
Brunton's, however, can claim more of an aviation bend to its
other divisions since even its wire ropes find their way into
all types of aircraft control cables as well as arresting
cables and catapult launch systems for aircraft carriers. The
machining aspect of their business which makes the forks and pins
for use on their tie-rods is a part of a much larger manufacturing
division which, among other things, makes turbine blades for aircraft
engines. Macwhyte's fitting manufacturing business concentrates
primarily on tie-rod fittings for their own products.
It is
interesting to look at the two companies because of the similarities
as well as the differences. In both cases, the aviation tie-rod
business is a tiny, almost insignificant, portion of the parent
company's overall business. Both companies are primarily wire
rope manufacturers and both are huge compared to their beginnings.
Brunton's, however, can claim more of an aviation bend to its
other divisions since even its wire ropes find their way into
all types of aircraft control cables as well as arresting
cables and catapult launch systems for aircraft carriers. The
machining aspect of their business which makes the forks and pins
for use on their tie-rods is a part of a much larger manufacturing
division which, among other things, makes turbine blades for aircraft
engines. Macwhyte's fitting manufacturing business concentrates
primarily on tie-rod fittings for their own products.
Another minor difference in the companies is the material they use in the clevis forks. Brunton's uses stainless steel as they do in the wires because it doesn't need plating and is corrosion resistant. However, they also say the threads must be lubricated with moly-disulfide before tensioning the wires to prevent gauling. This subtlety cannot be over emphasized because it is possible to break a wire while tightening it if the threads aren't lubed. Macwhyte uses cad-plated steel which they also lubricate because that is simply good practice when threading parts together.
A major philosophical difference between the two companies is their method of putting threads on the wires. Macwhyte cuts them via a progressive cutting system known as "chasing" in which a multi-cutter head gently and progressively removes the material. Brunton's rolls their threads, which means a die (which looks a lot like a thread die) is forced over the shank and the material is squeezed into a polished thread pattern.
The concept of cutting versus rolling threads is somewhat controversial with each side having their list of benefits and disadvantages. This controversy exists whereever threads are put on steel, whether it is tie-rods, machine bolts or whatever. The rolled versus cut arguments are in progress in every industry.
Those who favor rolled threads point at the manner in which the rolling process imparts more strength not only through cold-working of the material but also because it rearranges the flow of the material's grain pattern to conform with the thread pattern. They say cutting threads removes material, thereby reducing cross sectional area and can introduce stress risers if the corners aren't properly radius. Also, they say, the cuts interrupt the grain structure. They point to an extract from the 24th edition of Machinery's Handbook (Industrial Press, Inc., NYC) which says, "The rolled thread, due to the cold-working action of the dies, is 10 to 20 percent stronger than a cut or ground thread and the increase may be much higher when tested for fatigue resistance." The handbook goes on to say the surface of the rolled thread is harder and wears better.
It is curious to note that England's CAA has taken a hard line on cut versus rolled threads, at least where it applies to the "...replacement life of lower mainplane centre section tie-rods..." on the venerable old SV4 Stampe. They give the metric wires with cut threads a total allowable life of only 100 hours, while the same wire with a rolled thread is given 500 hours. This is enforced by an emergency AD (CAA 011-03-88) and was prompted by several fatal wire failures due to fatigue which occurred at the cut threads. Over here, such a failure is practically unheard of.
There are many who say the CAA has over reacted, since putting a life of even 500 hours on a wire in tension seems overly conservative and there is a probability the wires were undersized for the application in the original design. As far as it can be determined, no such restriction has ever been placed on a tie-rod by the FAA.
The cut-thread camp counters their detractors by pointing out the fact that the shanks of modern cut-thread units, whether tie rods, bolts, etc, are specifically engineered and designed to take the material removed into account.
It is important to note that all aviation tie-rods are manufactured to strict specifications in which the MINIMUM, not average, strength is adhered to. This means most wires produced are well in excess of the stated minimum and always have a huge safety margin designed into them.
 It is also important to be
aware that every clevis or flying wire/tie-rod out there was not
necessarily made by either Brunton's or Macwhyte and a used wire,
may not be a bargain once it is carefully inspected. There are
also clevis and fittings which exhibit workmanship that leaves
a lot to be desired. Nothing should be taken for granted and everyone
using tie-rods and their associated fittings should be aware of
the possible problems which can be found.
It is also important to be
aware that every clevis or flying wire/tie-rod out there was not
necessarily made by either Brunton's or Macwhyte and a used wire,
may not be a bargain once it is carefully inspected. There are
also clevis and fittings which exhibit workmanship that leaves
a lot to be desired. Nothing should be taken for granted and everyone
using tie-rods and their associated fittings should be aware of
the possible problems which can be found.
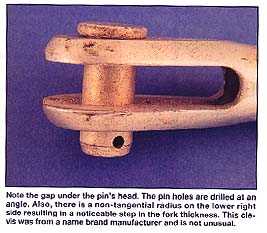
For instance, it isn't unusual to find clevis forks with the pin hole drilled at an angle, which not only puts a bending load on the lug but also puts the entire load into only one leg of the fork. Macwhyte has reportedly said their studies show most forks can carry the rated load through only one leg, but they don't recommend it.
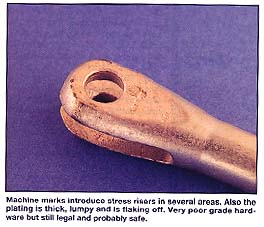
Many forks are found with questionable machine marks which may put sizable stress risers in critical areas. Some of the marks are simply lathe or milling marks which have left deep grooves, while others are in the form of non-tangential radii which often put a noticeable stress riser in a critical area. Again, it is a fact that the marks may not effect a fork's ability to carry the rated load, but they definitely raise a question as to the effect they have on fatigue life. Any kind of a stress riser is to be avoided in a fatigue environment because it introduces the unknown of how long the fork will carry the load before failing.
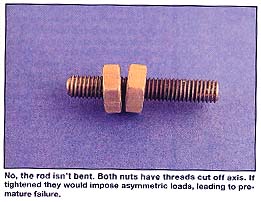
One of the stranger, yet more common, forms of quality control problems we have to keep our eyes open for is nuts with the hole threaded off-axis and this isn't limited to tie-rod oriented material. They can be found in many places from many manufacturers. In an off-axis nut the threads are there, but they cause the nut to thread onto the wire or stud at an angle. They appear to wobble when turned. When pulled up tight, this puts a tremendous bending load on the threaded portion of what ever the defective nut is threaded on to.
What we're leading up to here is developing an increased awareness of hardware quality among builders and other users of tie-rods and their fittings. In many aircraft designs there are a number of critical wires which, if they should fail, would lead to catastrophic failure. This is especially true of some biplane designs and wire-braced tails. Builders or restorers should pay special attention to the machine finish on both the tie-rods and the fittings.
Careful inspection is especially critical if the wires and fittings are either used or of unknown origin. In either case, what appears to be a bargain may not be. There have been thousands, maybe millions, of tie-rods in their many variations made and most of them are still out there in one form or another.
During the 1930s there were at least two companies besides Macwhyte making flying wires. They disappeared fairly quickly as the depression wore on, although a few worked as sub-contractors on military programs well through WWII. You won't usually find a manufacturer's name stamped into their products which makes them difficult to identify. In fact, Macwhyte doesn't mark theirs at all. Brunton does stamp theirs with a small "BM" and a part number on the shank.
When it comes to flying wires/tie-rods as they exist in the real world, no one knows more than Nick D'Apuzzo (Blue Bell, PA., since deceased) who has been selling Macwhyte wires for 35 years and was designing and building wire braced aircraft long before that. He estimates he has sold over 100,000 wires and threaded another 50,000 drag/anti-drag wires. An aero-engineer who has headed up the EAA design college at Oshkosh for years, he designed the PJ-260 and Sportwing biplanes, and has seen tie-rods of every possible type and in every possible application. Everyone else turns to Nick for comments on tie-rods, so we did the same.
He told us most military contract wires from WWII have a contract and part number etched in the surface and many wires from that period and before are carbon steel, rather than the stainless steel we are familiar with today. For that reason, he says the largest problem is good old fashion rust. Although many of the wires were cad plated, over the years moisture has done what it usually does and the surface has begun to oxidize.
According to Nick, it's also not a good idea to trust the part number. The length designation may be the pin-to-pin length not the wire length, so the wire will be shorter than the same designation would be today. Also if the base designation is AN704, it is a carbon steel wire and has a standard length of thread, starting at four inches, which was meant to be cut to length. If there is a "C" suffix, AN704C, it is stainless. Today you see 704AC, for alternate length of thread, on which the thread length varies with the diameter of the wire with the right hand portion being 1/2" longer than the left hand.
Nick says it worries him to see how lightly people take tie-rods and the damage done to them by mis-handling and rust. It's not uncommon, he says, for someone to sand the rust off an old set of wires, pound out the kinks, brush on some primer and go flying. In the first place, most wires are manufactured to a given set of tolerances, generally running in the area of .003"-.010" and their strength is calculated on a given cross sectional area. If someone decides to sand out some pits, they have no way of knowing how much they have compromised the strength of that wire. Reducing a sharp pit to a gentle hollow does reduce (not eliminate) the effect of a stress riser, but the overall strength reduction is unknown. Also, brushing on primer won't protect carbon wires because a brush lays the primer on in streaks. It should be sprayed on. This is especially true for drag/anti-drag wires since they can't be inspected as easily.
Nick's suggestion is that unless the wire looks nearly perfect, spend the money for a new one. He also urges everyone to use stainless steel wires, if possible.
According to D'Apuzzo, one of the biggest overall problems with wires is a simple matter of mistreatment. Among other things, he says people assume that because they are made of stainless steel they are impervious to everything, which is not the case. He says it isn't unusual to find wires which have been stored laying against some sort of ferrous material (iron) and have rust pitting develop at the point of contact. Scratches and tool marks made while installing the wires are also common and introduce stress risers to an otherwise flawless piece of metal.
The assumption that stainless steel is invulnerable has also lead to the FAA issuing a service alert (AC 43-16 3/91) which includes a warning about the possibility of chlorine corrosion of stainless steel tie-rods. This is primarily a problem with aircraft which spend part of their lives around the ocean. The salt environment can start tiny pits in the wires, and we mean so small they can barely be seen. They begin as tiny, gray rough spots. The gray indicates corrosion is taking place and the resulting pits have caused a number of wires to break from fatigue. Bob Edelstein at Classic WACO says they've seen a number of wire failures from chlorine corrosion and cautions their owners to wax or oil their wires or at least carefully clean and inspect them quite often. It is especially important the areas around the jam nuts be oiled because any moisture with salt in it will naturally run down and pool in the threads and will be difficult to remove by wiping. This is another argument in favor of greasing the threads: It forms a barrier which prevents the corrosive material from getting into the threads.
One of Nick's favorite subjects which lead to wire failure is the matter of the javelins on bi-planes: He frowns on aluminum ones, even if well padded because there is always the possibility of fretting the wire and initiating a fatigue crack.
Far too often he sees javelins which the owner has installed to keep the wires from touching one another because the geometry of the airplane is such the wires would touch otherwise. Nick says, there is no way a javelin can make up for poor airframe geometry without introducing other problems. In the first place, if the geometry is wrong, the forces are so high no javelin can keep the wires apart over the long run. They will eventually cut their way through it. If a javelin is actually forcing the wires apart, it is introducing a bow in the wire which in turn puts a bending load on the fitting lugs as well as putting a sideways point load at the mid-point of the wire. If an airplane is properly designed and built, the wires won't touch. If the aircraft is a proven design and the wires still touch, chances are it wasn't built properly or something on the airplane has moved enough to change the geometry and a major, detailed inspection is warranted.
With all the problems in both manufacturing and maintaining wires, the fact that very few flying wires actually break in flight is testimony to the safety factor designed into them. In all his experience, Nick is only aware of four that have broken. Classic WACO has seen a few more than that fail and they were all due to chlorine corrosion.
As far as the question of cut versus rolled threads: Nick thinks too many people are making a mountain out of a molehill because the wires and fittings are so over strength to begin with. The rated strength of the wire is based on the smallest cross section of the wire, which is the rolled streamline or drawn round section, either one of which is much smaller than the threaded shanks of the wires. Because of that, the threaded portion of the wire is much larger than is necessary to give the rated strength. He doesn't feel the difference between the different thread types justifies the furor. If he was given an opportunity to change anything it would be the way builders and restorers treat their wires and he'd like to see them inspecting their hardware more carefully. He would also like builders to store their wires in their original shipping sleeves until they are ready to use them.
So, here we are, several generations into the age of the composite airplane and we're still trying to spread the word on a technology as old as aviation itself. We're still trying to make the new generations aware of what the older generations took for granted. Tie rods are still going strong and will be around as aviation is alive. Who'd a thunk it?